[email protected]
[email protected] Monday to Friday 8 a.m.- 5 p.m.
Monday to Friday 8 a.m.- 5 p.m.
Call Us +86-13968655659
[email protected] Monday to Friday 8 a.m.- 5 p.m.Industry News
 2026.05.08
2026.05.08
 Industry News
Industry News
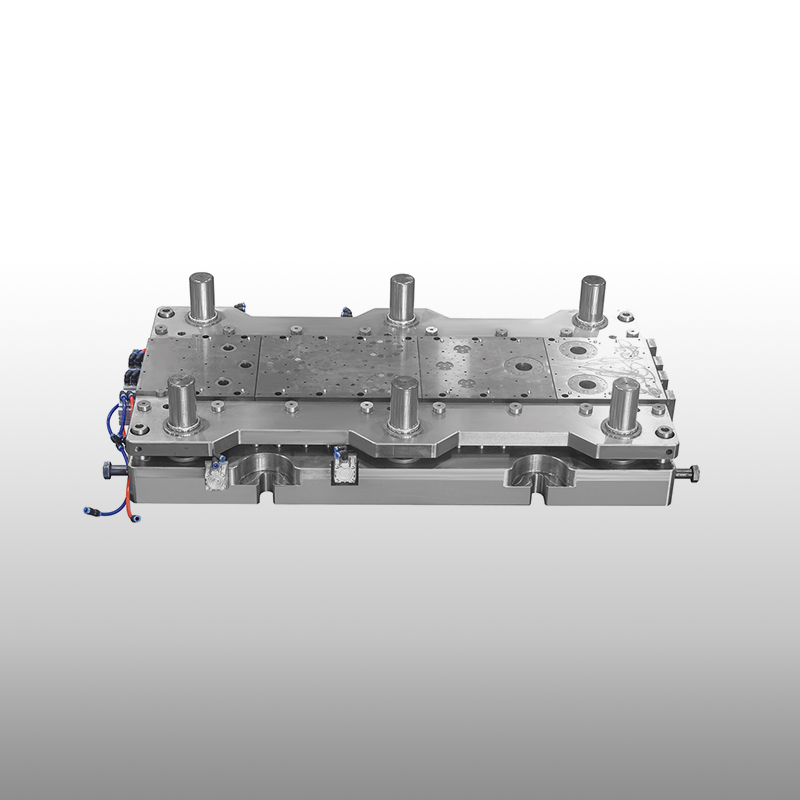
In metal forming production lines, especially where electric motors or laminated steel parts are involved, the progressive stamping press is often treated as core equipment rather than just another machine. It is designed for continuous stamping work, where material moves through a series of forming stages without stopping the production flow.
In many factories producing motor laminations or precision metal components, a progressive stamping press is used because it reduces repeated handling and keeps dimensional consistency stable over long runs.

A progressive stamping press operates together with a progressive die, but in practice, the workflow is more like a continuous transformation process than a simple stamping action.
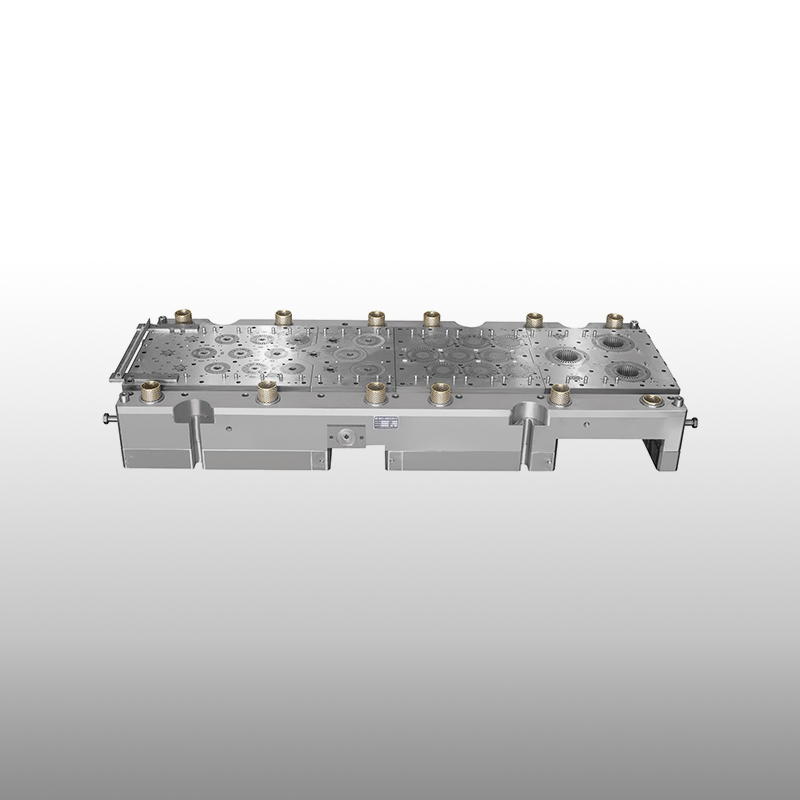
A coil strip is primarily fed into the line, then guided step by step through multiple forming stations. Each station of the progressive stamping press performs one specific task, but the material never leaves the strip until the final cut.
Typical process flow in a progressive stamping press line includes:
In real production, the progressive stamping press does not feel like a step-by-step machine. It behaves more like a synchronized system where every stroke continues the previous shaping stage.
A traditional press usually performs a single forming action per stroke. That means operators need multiple machines or multiple setups to complete a full part.
A progressive stamping press, on the other hand, combines these steps into one die set. The material moves forward automatically, and every stroke contributes to part completion.
|
Aspect |
Progressive stamping press |
Conventional press |
|
Operation flow |
Continuous multi-stage forming |
Single-step forming |
|
Material handling |
Automatic strip movement |
Manual or semi-manual |
|
Output logic |
One stroke = one finished part |
One stroke = partial feature |
|
Production style |
Long-run stable production |
Flexible but slower setup |
|
Tool structure |
Multi-station progressive die |
Simple die structure |
This is why a progressive stamping press is commonly used when production volume is stable and quality consistency matters more than frequent product change.
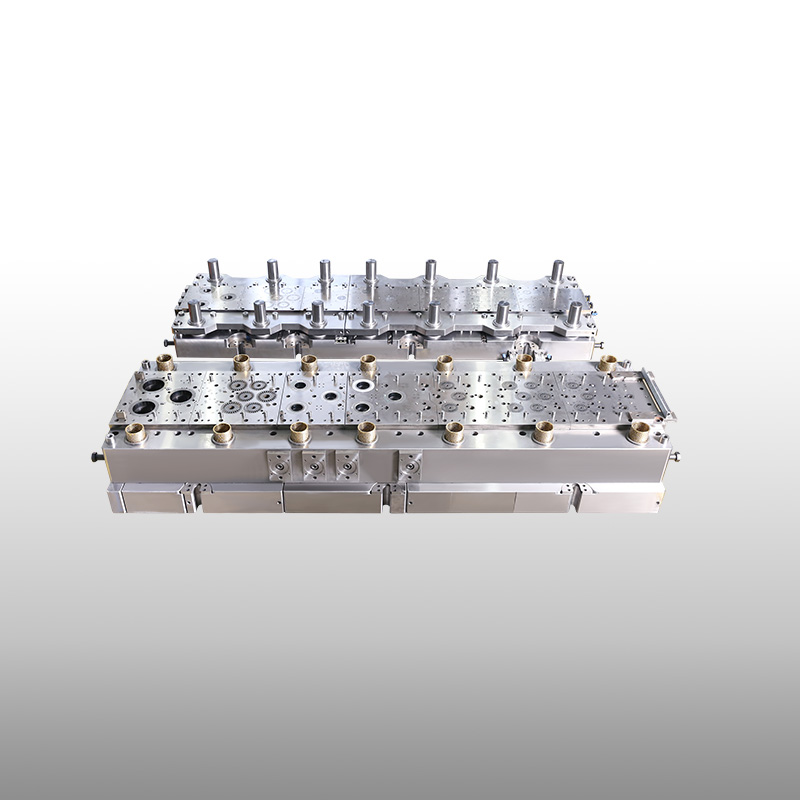
In real manufacturing environments, the progressive stamping press is not limited to one industry. It shows up wherever thin metal sheets need repeated forming with tight tolerance.
Typical usage includes:
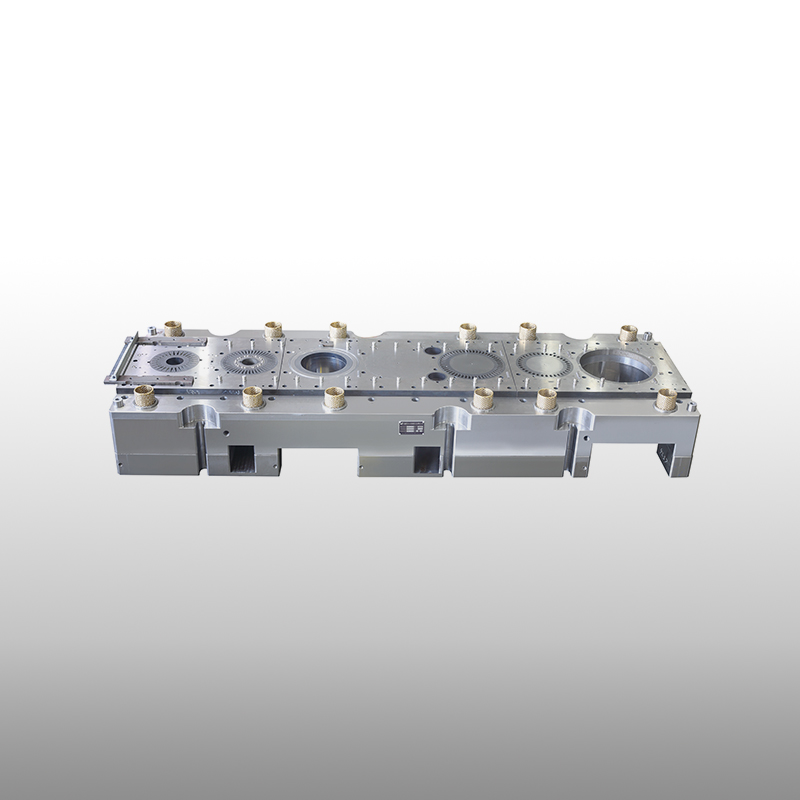
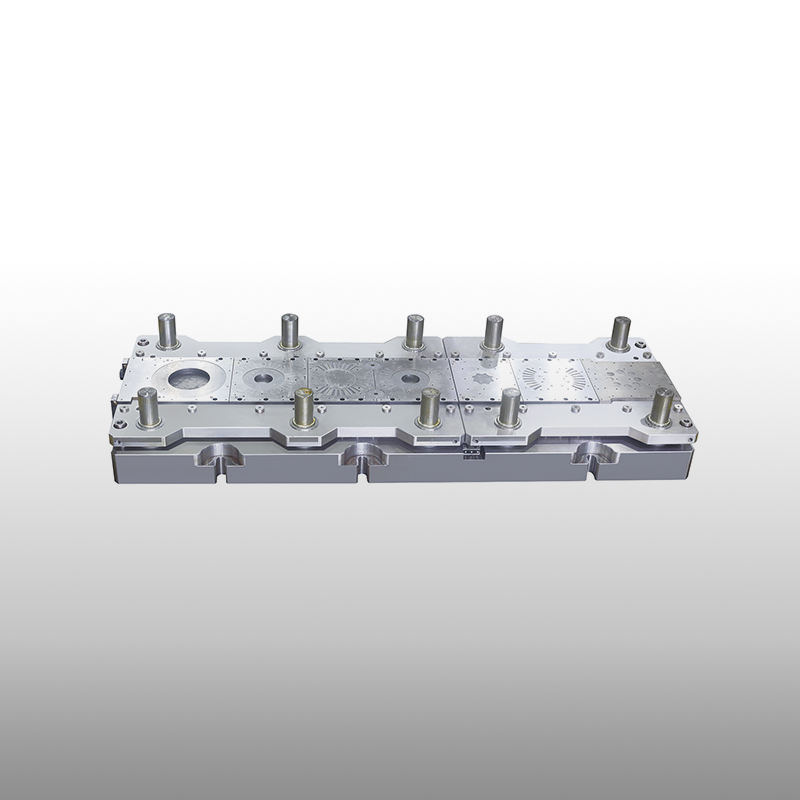
For motor core production in particular, a progressive stamping press for motor laminations is often combined with stacking functions to reduce downstream assembly steps.
Selecting a progressive stamping press is not only about tonnage or speed. In actual production planning, several factors usually interact with each other.
Press rigidity affects long-term die life. Feeding precision determines whether the strip stays aligned after thousands of cycles. Speed is important, but only if stability is maintained under continuous load.
A typical progressive stamping press system is evaluated based on:
In many production lines, the progressive stamping press is chosen not for single performance metrics, but for how stable it behaves during continuous operation.
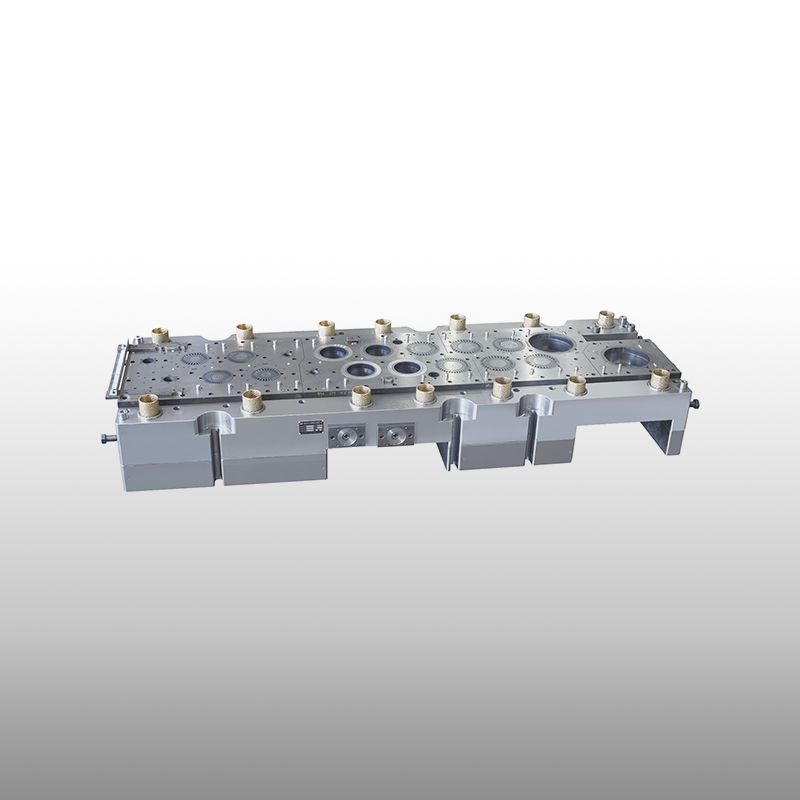
A progressive stamping press is essentially a continuous forming system built around multi-stage tooling. Its value is not only speed, but also process integration and repeatable accuracy.
In industries such as motor manufacturing, appliance production, and precision metal parts, the progressive stamping press has become a standard solution for mass production because it reduces handling steps and keeps output consistency under control.
Rather than acting as a single machine, a progressive stamping press works more like a coordinated production flow inside one frame.
Recommended Products

Sale Precision Stamping Mold Company

 English
English Español
Español русский
русский