[email protected]
[email protected] Monday to Friday 8 a.m.- 5 p.m.
Monday to Friday 8 a.m.- 5 p.m.
Call Us +86-13968655659
[email protected] Monday to Friday 8 a.m.- 5 p.m.Industry News
 2026.03.25
2026.03.25
 Industry News
Industry News
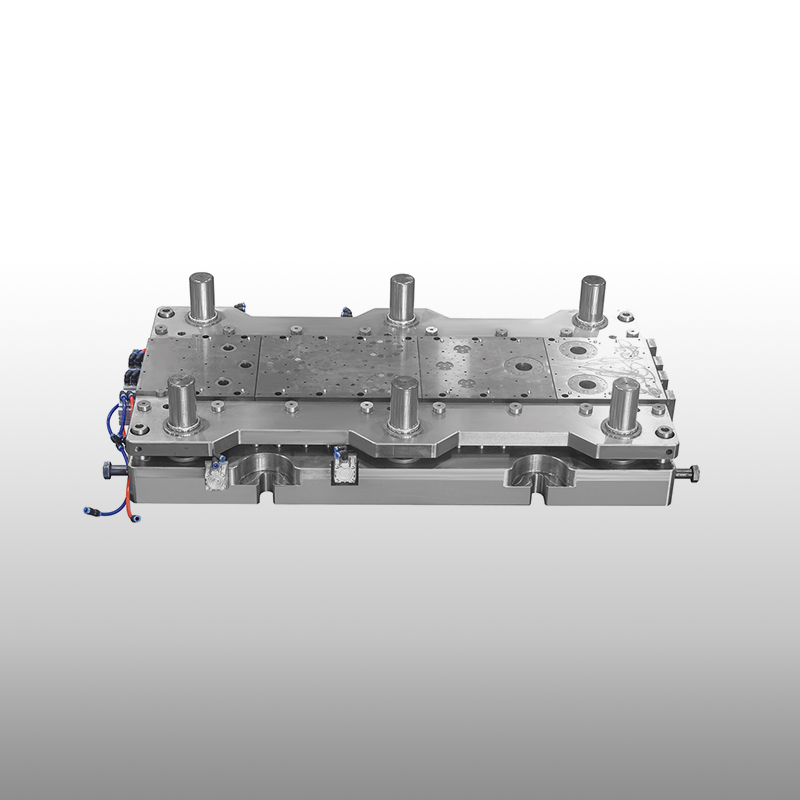
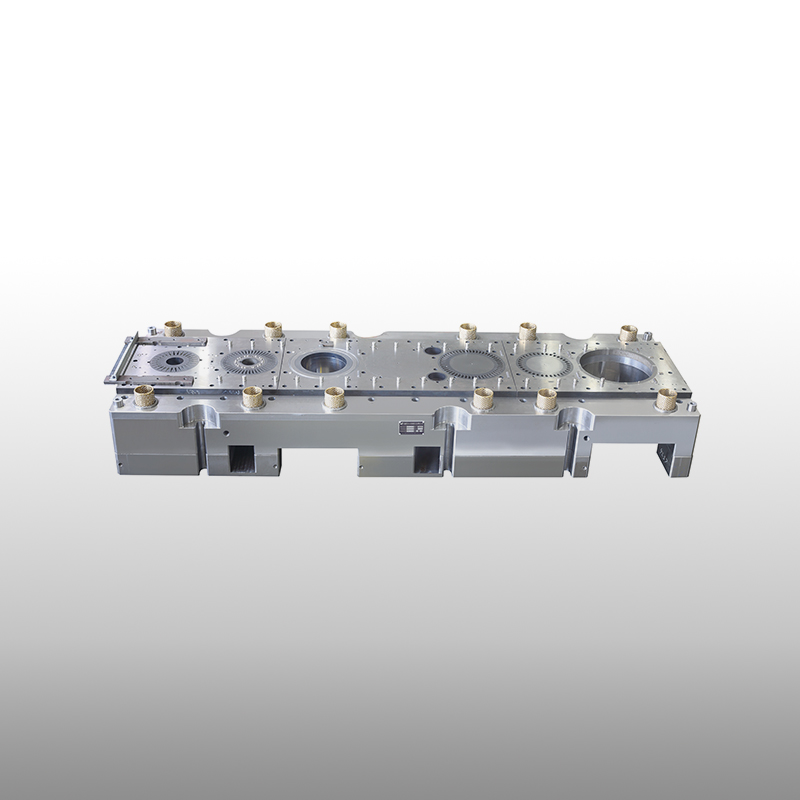
A Progressive Stamping Mold is a multi-station tool used in metal stamping processes where a strip of metal moves through a sequence of operations. Each station performs a specific task, such as punching, bending, or forming, until the final part is completed at the last stage. This continuous process supports stable production flow and consistent part quality.
Manufacturers in automotive, electronics, and appliance sectors often rely on this tooling method because it supports complex geometries while maintaining repeatable tolerances. Instead of running separate molds for each step, the entire forming sequence happens within a single die set. That structural integration reduces downtime between processes and keeps alignment stable.
Inconsistent Part Accuracy
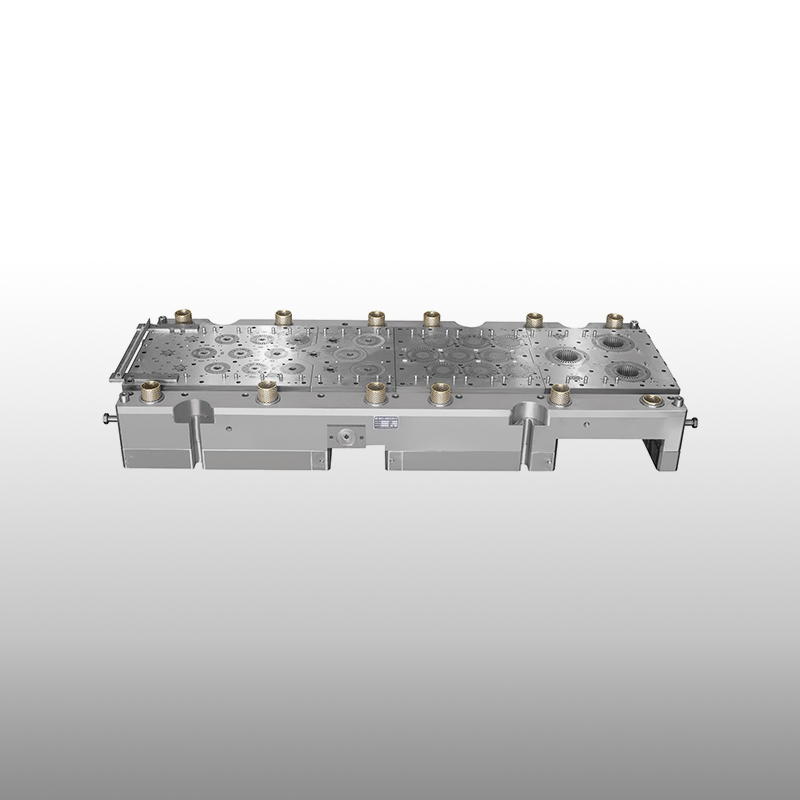
Dimensional deviation is a frequent issue in metal forming. Manual repositioning between separate operations can introduce alignment shifts. With a Progressive Stamping Mold, each station is fixed within one die structure. The metal strip advances at a controlled pitch, maintaining consistent positioning throughout the cycle.
A skilled Progressive Stamping Mold Manufacturer designs guiding systems, pilot pins, and strip layouts to stabilize feeding accuracy. This structural control reduces tolerance variations across batches.
High Material Waste
Material utilization directly impacts production cost. Poor strip layout planning may leave unused scrap between parts. In progressive stamping design, engineers calculate strip width, feed length, and nesting patterns carefully.
Optimized layout planning allows better material usage while maintaining forming integrity. Scrap can be managed in predictable patterns, which simplifies recycling and cost calculation.
Slow Production Speed

Single-operation stamping requires repeated handling and repositioning. Progressive systems eliminate that repeated handling. Once the strip is loaded, parts are produced continuously with each press stroke.
This streamlined approach supports higher output rates without adding multiple machines. Over time, stable cycle times help factories plan production schedules more accurately.
Part Geometry and Forming Sequence
Complex shapes require staged forming to avoid cracking or distortion. Engineers divide forming steps logically, distributing stress across stations. Deep draws, embossing, and bending angles must be arranged in a sequence that protects material integrity.
Close communication between product design and mold engineering helps reduce later modifications. Early design review shortens development cycles and avoids rework.
Material Selection
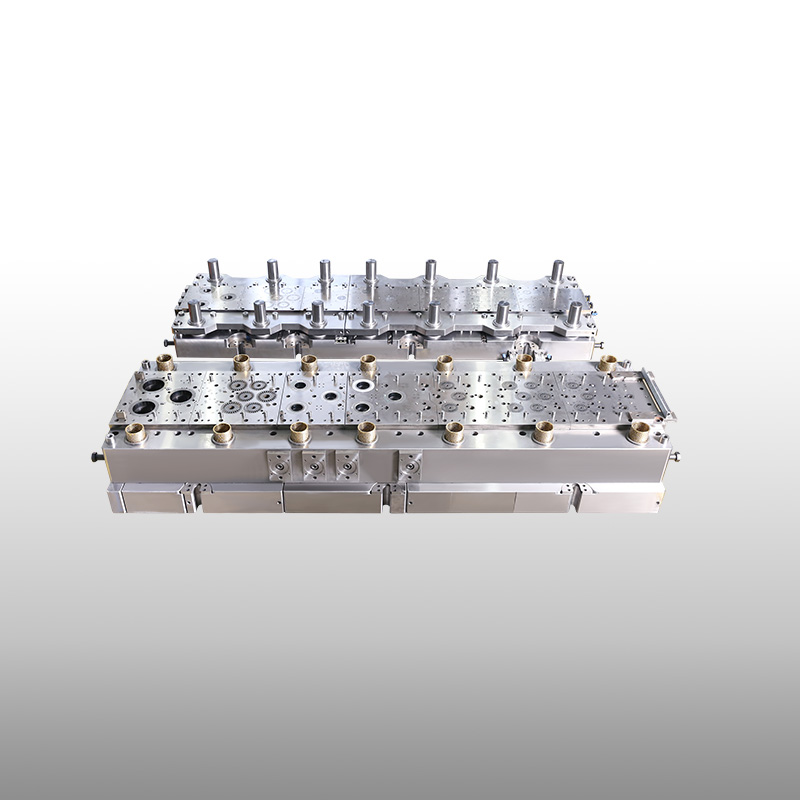
Different materials respond differently to stamping forces. Stainless steel, carbon steel, copper alloys, and aluminum each require specific clearance settings and forming allowances.
A Progressive Stamping Mold Manufacturer adjusts punch-die clearance, heat treatment specification, and wear plate selection according to material hardness and thickness. This alignment between tooling and raw material helps extend mold service life.
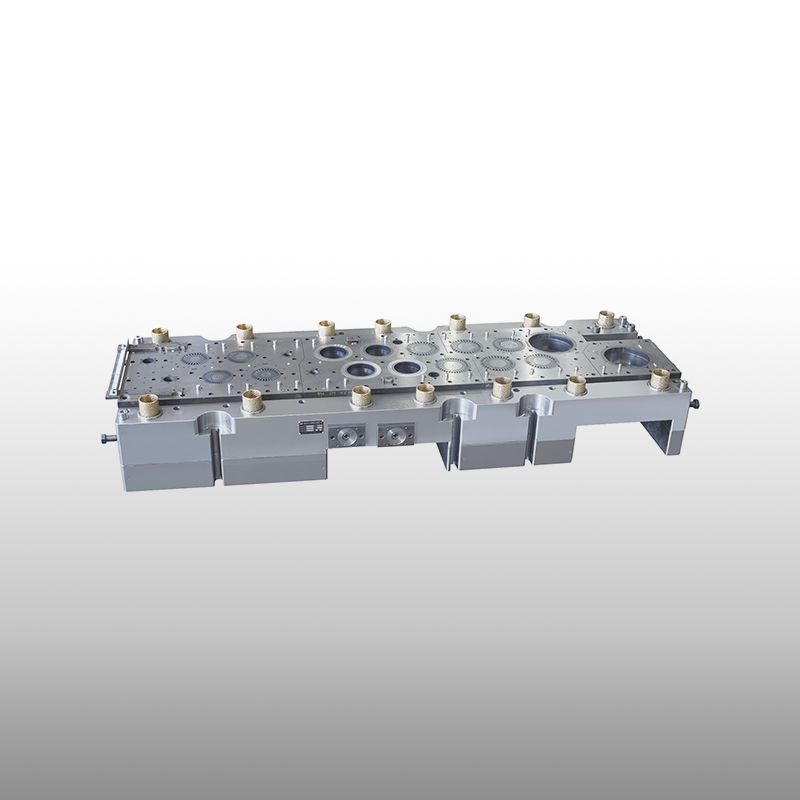
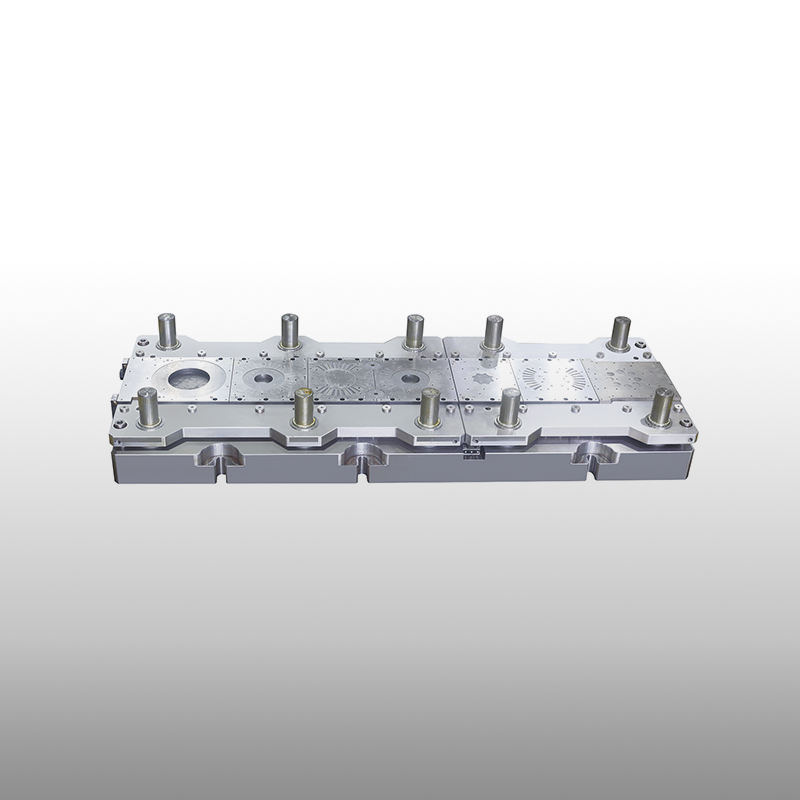
Progressive tooling works under repeated impact. Tool steel grade, surface treatment, and heat treatment process influence wear resistance. Precision-ground components maintain dimensional consistency across long production runs.
Custom metal mold fabrication allows selection of hardened inserts in high-wear areas, making maintenance more manageable. Instead of replacing the entire die set, individual components can be serviced.
Continuous strip feeding supports consistent cycle timing. Automated presses combined with progressive dies reduce manual intervention. As a result, production planning becomes more predictable.
For industries requiring large quantities of brackets, connectors, terminals, or structural components, this tooling structure provides reliable repeatability. Quality inspection data typically shows narrower variation ranges when progressive systems are well-maintained.
Routine maintenance schedules also play a key role. Cleaning scrap channels, checking alignment pins, and monitoring punch wear preserve dimensional stability across long runs.
Recommended Products

Sale Precision Stamping Mold Company

 English
English Español
Español русский
русский