[email protected]
[email protected] Monday to Friday 8 a.m.- 5 p.m.
Monday to Friday 8 a.m.- 5 p.m.
Call Us +86-13968655659
[email protected] Monday to Friday 8 a.m.- 5 p.m.Industry News
 Home / News / Industry News / Progressive Die Stamping Press: Matching Tooling to Machine Capability
Home / News / Industry News / Progressive Die Stamping Press: Matching Tooling to Machine Capability
 2026.06.19
2026.06.19
 Industry News
Industry News
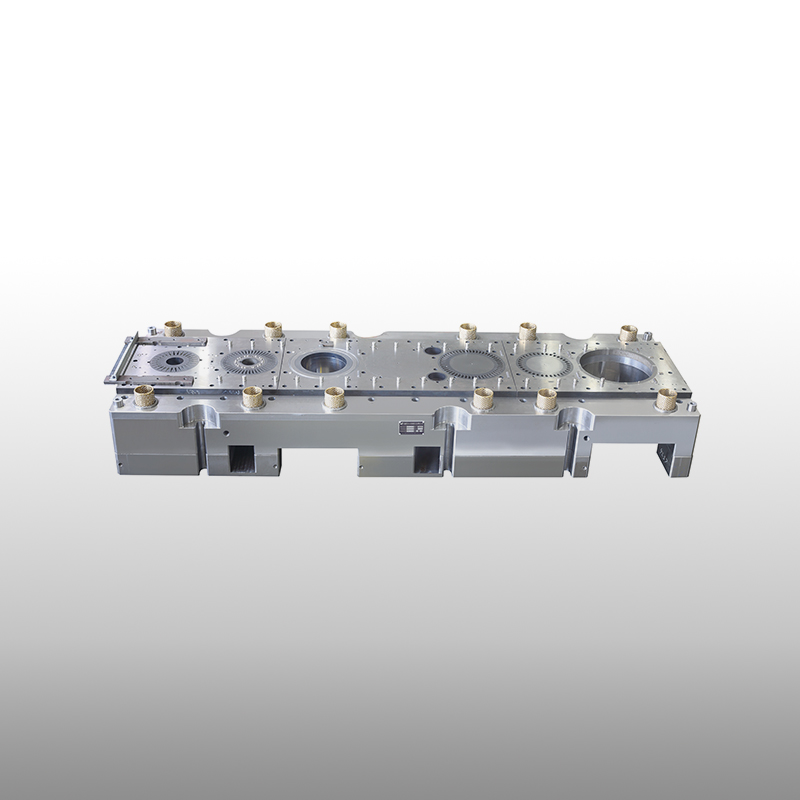
A stamping die does not work alone. It needs a press to drive it. The relationship between a progressive die stamping press and the tooling inside it determines output quality, die life, and production uptime. For motor core manufacturing, getting this match right is essential.
Tonnage requirements
The press must deliver enough force to cut through the strip at every station. A progressive die for motor laminations may need 50 tons or more at full engagement. Too little tonnage, and the die will not cut cleanly. Burrs appear on the laminations. Too much tonnage does not hurt the die directly, but it means you are paying for capacity you never use.
When selecting a progressive die stamping press, calculate the actual cutting force needed. Add a safety margin of about 20 percent. A press that runs near its capacity will wear out faster than one that operates comfortably within its rating.
Stroke length considerations
Stroke length determines how far the ram travels up and down. The die requires a certain distance to open fully for strip feeding. If the press stroke is too short, the die may not clear the strip. The feed fingers cannot advance the material. Production stops.
A progressive die stamping press for motor cores typically uses a stroke between 20mm and 50mm. Longer strokes allow more room for strip lifting and scrap removal. But longer strokes also mean slower operating speeds. There is a tradeoff between clearance and cycle time.
Speed and die design
Progressive dies for motor laminations are often designed for high-speed operation. Some run at 200 to 600 strokes per minute. Running the same die on a slow press wastes its potential. Running a die designed for low speed on a high-speed progressive die stamping press risks tool damage from overheating or poor lubrication.
Consult your die maker before choosing a progressive die stamping press. They know the recommended speed range for the tooling they build. Running outside that range will shorten die life or create quality problems.
Press stiffness and alignment
Press frame rigidity affects die life. When a progressive die stamping press deflects under load, the upper and lower die halves shift relative to each other. Cutting edges scrape instead of shearing cleanly. Pilot pins bind. Alignment drifts.
A heavy, well-built progressive die stamping press maintains alignment even at full tonnage. Lighter presses may be cheaper, but the savings disappear when dies wear out twice as fast. For high-volume motor core production, invest in a press with adequate stiffness.
Feeding and straightening equipment
The press needs good feeding equipment. A progressive die stamping press by itself does not move the strip. A servo feeder or roll feeder pulls material from the coil and pushes it through the die. The feeder accuracy determines whether pilot pins can correct minor misalignment.
A straightener is also necessary. Coiled strip material has curvature from being wound. A straightener flattens the strip before it enters the progressive die stamping press. Without flattening, the strip may wander from side to side, causing off-center cuts.

Vibration and noise
High-speed stamping creates vibration. That vibration travels from the progressive die stamping press into the floor and back into the press. Over time, loose anchors and shifting foundations affect alignment.
Proper mounting of the progressive die stamping press is often overlooked. Vibration pads or isolation mounts reduce feedback. A stable press runs truer and keeps dies sharper longer. Noise levels also drop, which matters for operator comfort.
Automation integration
Modern progressive die stamping press lines include scrap choppers, part stackers, and conveyors. The die may produce loose laminations that need stacking. Or it may produce a continuous carrier strip with parts attached.
Choose a progressive die stamping press that can integrate with downstream equipment. The press control should communicate with feeders, stackers, and quality inspection systems. Manual transfer between stations defeats the purpose of progressive stamping.
Maintenance access
A progressive die stamping press needs regular service. Lubrication points should be easy to reach. The die area should be accessible for setup and troubleshooting. If changing a die takes four hours because the progressive die stamping press is poorly designed, you lose production time.
Ask about die change systems. Hydraulic die clamps and automatic bolsters speed up changeovers. For motor core manufacturers running multiple part numbers, fast change capability on the progressive die stamping press is worth the investment.
The right match
The die in the world will not perform well in the wrong press. Motor core stamping demands precision, speed, and reliability. Take time to match your progressive die stamping press to the tooling requirements. The die maker can provide guidance. The press manufacturer can provide specifications. Put the two together carefully, and the line will run for years.
Recommended Products

Sale Precision Stamping Mold Company

 English
English Español
Español русский
русский