[email protected]
[email protected] Monday to Friday 8 a.m.- 5 p.m.
Monday to Friday 8 a.m.- 5 p.m.
Call Us +86-13968655659
[email protected] Monday to Friday 8 a.m.- 5 p.m.Industry News
 2026.06.12
2026.06.12
 Industry News
Industry News
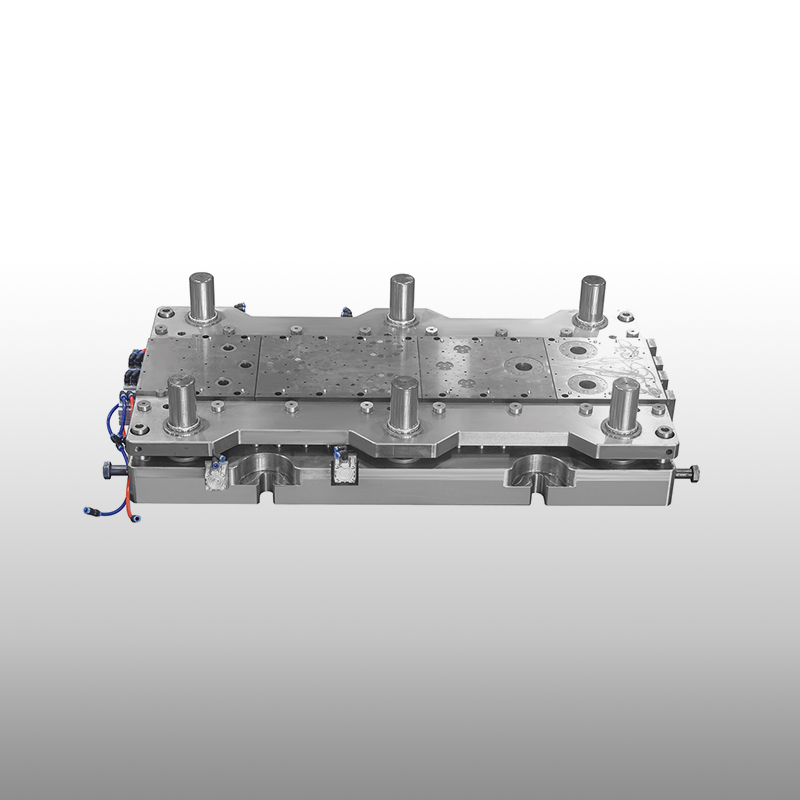
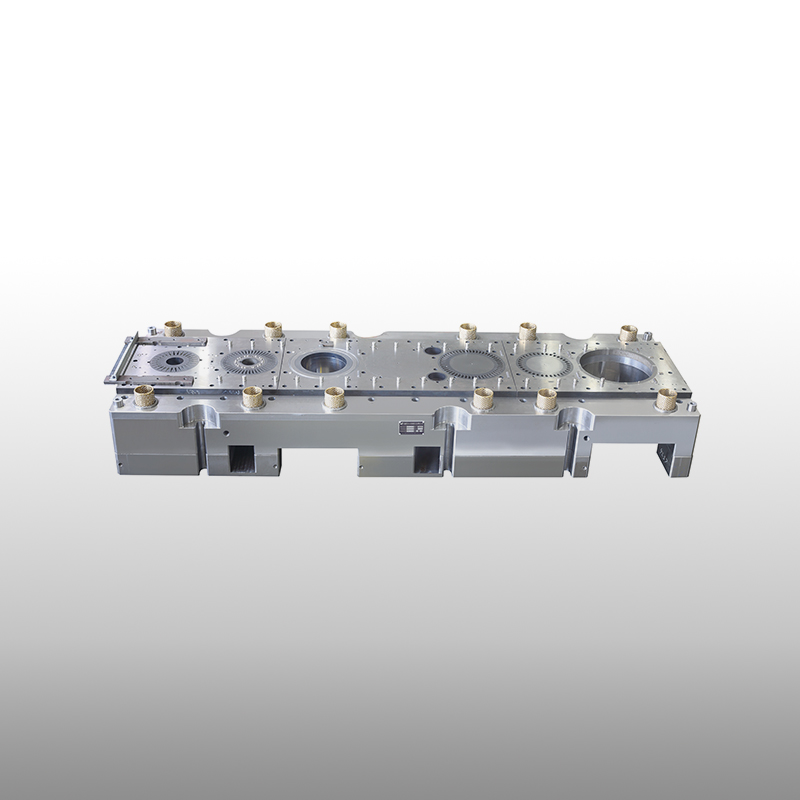
In motor manufacturing, stamping efficiency directly affects cost. A sheet metal progressive die is designed to handle high-volume production of parts like stators and rotors. Unlike single-operation dies that require moving the workpiece between presses, a progressive die performs multiple cuts and forms in one stroke.
For motor core laminations, this matters. Stators have complex shapes with slots, notches, and center holes. Rotors need shaft holes and balancing cuts. Doing all of this in one pass through a sheet metal progressive die saves time and reduces handling errors.
How a progressive die works
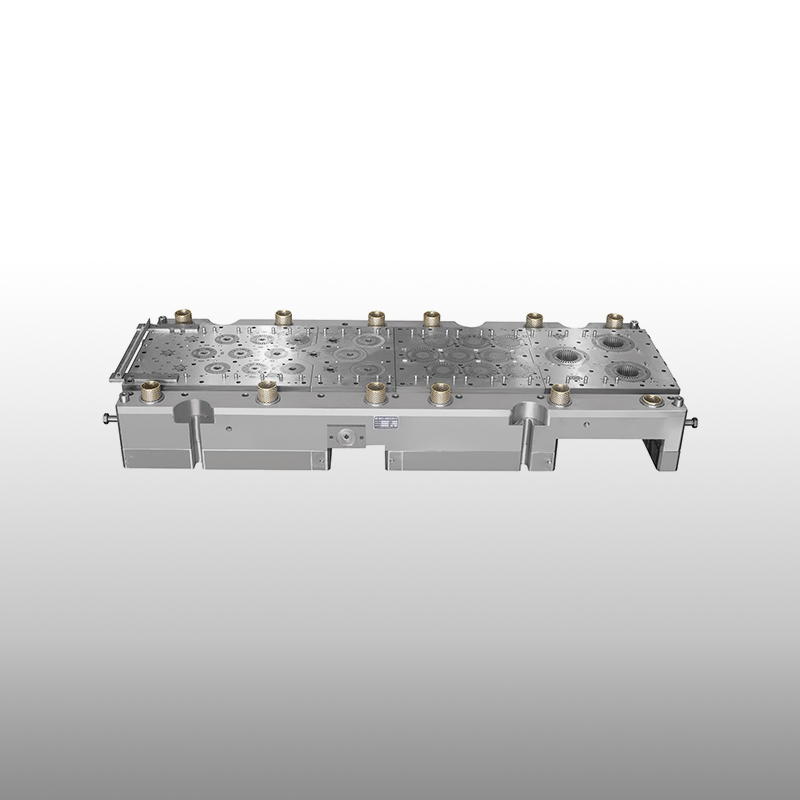
The basic idea is straightforward. A strip of metal feeds into the die. At each station, a different operation happens. One station punches pilot holes. Another cuts the outer shape. Another punches slot openings. The final station separates the finished part from the carrier strip.
A well-designed sheet metal progressive die performs all these steps without moving the strip to another machine. Registration between stations is maintained by pilot pins. Each part ends up identical to the last.
For motor cores, the accuracy of a sheet metal progressive die determines how well laminations stack. If slot positions vary by even 0.05mm, the core will have uneven gaps. Magnetic flux leaks. Motor efficiency drops.
Why motor cores need progressive tooling
Small motors might use simple compound dies. Large production runs need something faster. A sheet metal progressive die runs at speeds from 100 to over 1000 strokes per minute. That translates to thousands of laminations per hour.
When you produce millions of motor cores per year, those numbers matter. The upfront cost of a sheet metal progressive die is higher than simpler tooling. But the per-part cost is much lower. Material waste is reduced because the die nests parts efficiently.
Another advantage is consistency. Manual handling introduces variation. A sheet metal progressive die removes the human factor. The same strip feeding mechanism runs the same way every cycle.
Material selection and nesting
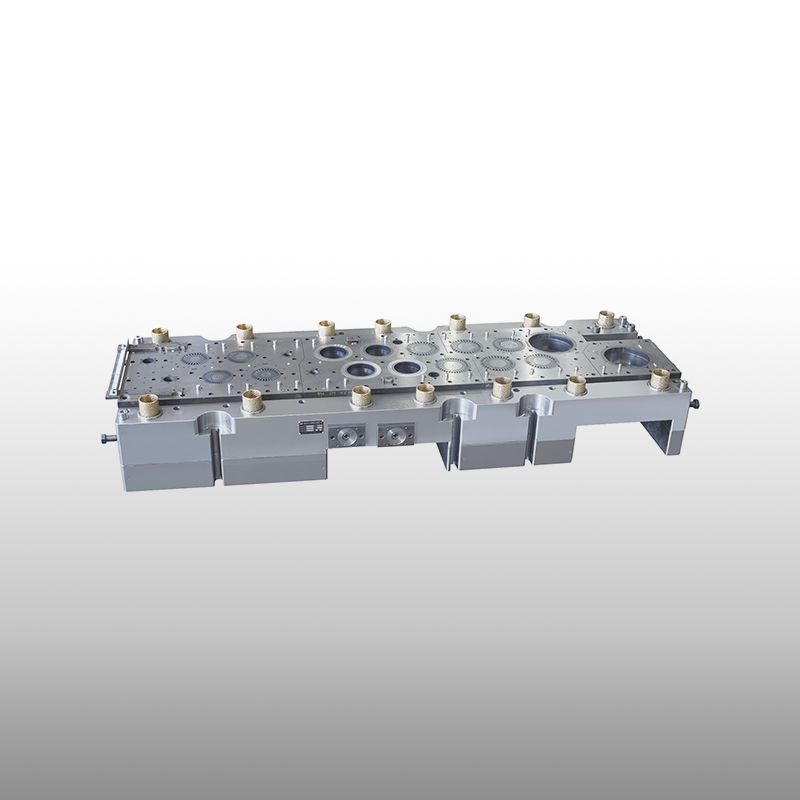
Steel strip for motor cores comes in coils. The sheet metal progressive die must be designed to handle the specific width and thickness of your material. Grain direction matters too. Some motor designs require laminations cut in a certain orientation.
Nesting refers to how parts are arranged across the strip width. A single-row sheet metal progressive die cuts one part per stroke. A double-row die cuts two. Some applications use three or four rows.
Multi-row nesting increases output without increasing press speed. But it also makes the sheet metal progressive die wider and more complex. Balancing the forces across multiple cavities requires careful engineering.
In-die operations for motor cores
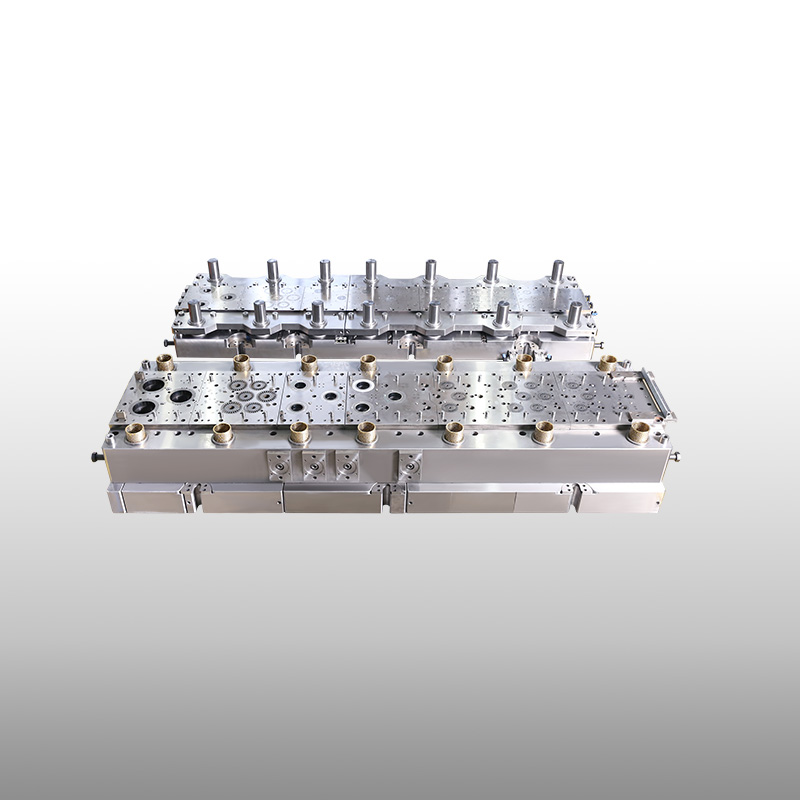
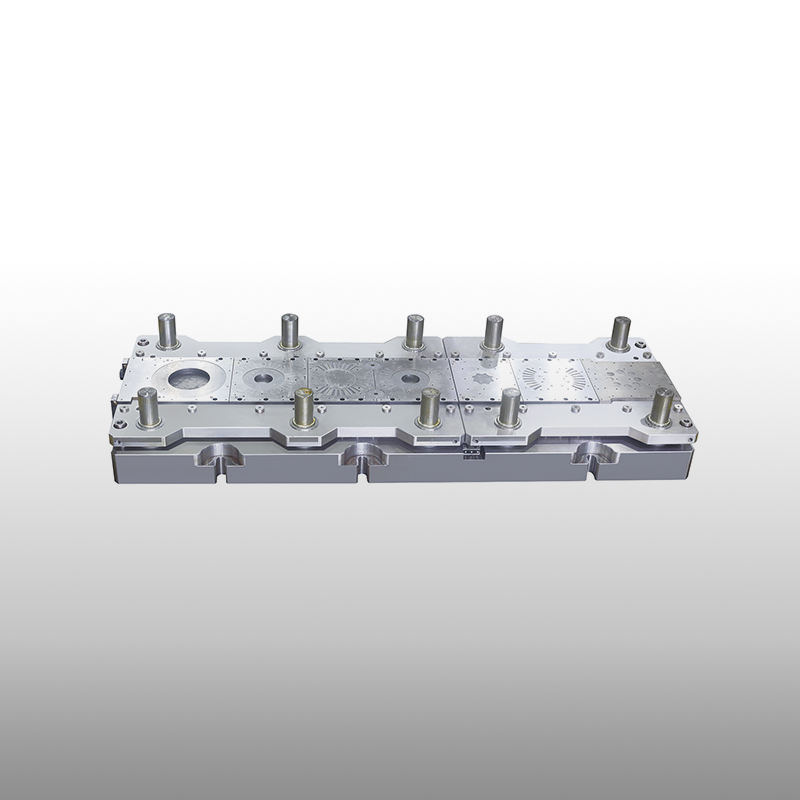
Modern motor core tooling does more than just cut shapes. A sheet metal progressive die can also stack laminations automatically. Each lamination is rotated or offset slightly to spread weld spots or balance the core.
In-die riveting is common. The sheet metal progressive die punches a small interlock feature on each lamination. As layers stack, these interlocks snap together. The core holds its shape without separate welding or bonding.
Some sheet metal progressive die designs include slot insulation insertion. Others add skewing features to reduce cogging torque. The more operations performed inside the die, the less secondary processing needed.
What affects tool life
The steel strip you stamp is hard on tooling. Silicon steel, common for motor cores, is abrasive. A sheet metal progressive die running this material will experience gradual wear on cutting edges.
Die material and coating matter. Carbide inserts last longer than tool steel. Coatings like TiCN or AlTiN reduce friction and resist abrasion. A sheet metal progressive die built for high-volume production should use these upgrades.
Proper lubrication extends die life. The sheet metal progressive die relies on a thin film of stamping oil to reduce friction between strip and tooling. Too little oil causes galling. Too much creates a mess and may affect downstream processes.
When to consider custom progressive tooling
Not every motor core needs a full progressive die. For prototypes or very low volumes, simpler tooling may be adequate. But once annual volume exceeds 50,000 units, a sheet metal progressive die becomes cost-effective.
The breakeven point depends on part complexity, material cost, and labor rates. A good tooling supplier can help you calculate the crossover. They can also build a sheet metal progressive die that scales from sample runs to full production.
Customization is the norm here. No two motor designs are identical. Your sheet metal progressive die will be built specifically for your part geometry, press equipment, and volume targets. That is why working with an experienced die maker is essential. They translate your motor drawing into a tool that runs reliably for millions of cycles.
Recommended Products

Sale Precision Stamping Mold Company

 English
English Español
Español русский
русский